- 咨詢熱線:
- 15106358106
當(dāng)前所在位置 : 首頁 > 產(chǎn)品中心 > (熱)鍍鋅方管
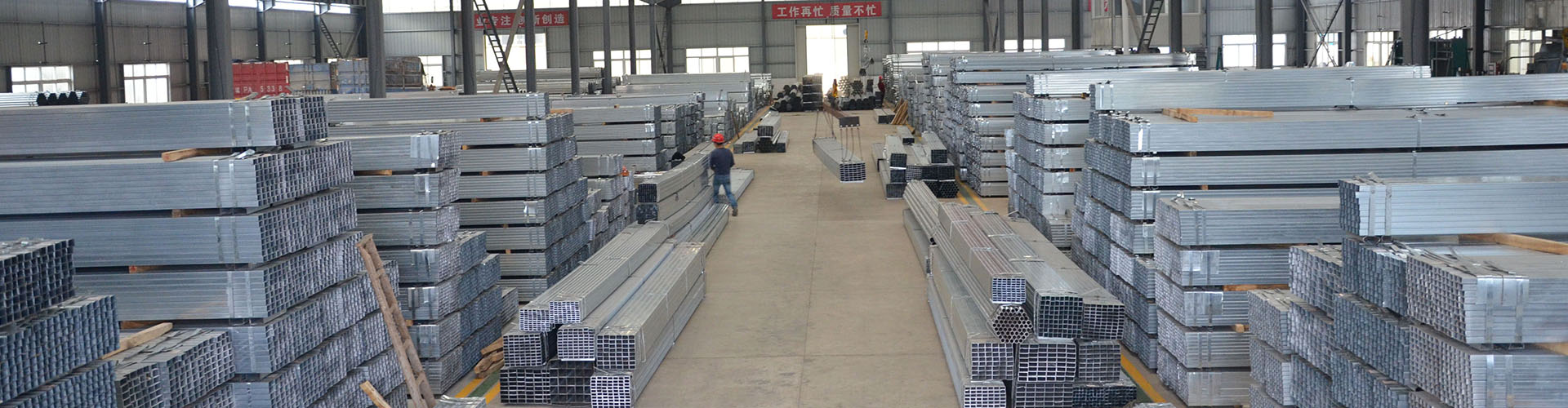
(熱)鍍鋅方管

產(chǎn)品名稱:熱鍍鋅方管
訂購熱線:15106358106
熱鍍鋅方管在淬火時(shí)將會會出現(xiàn)部分波浪狀,主要表現(xiàn)為正中間浪和邊浪,小量二肋浪。這類缺點(diǎn)一般與成品檢驗(yàn)品質(zhì)、發(fā)電機(jī)組爐底輥損壞水平、加溫和制冷時(shí)的焊接應(yīng)力等要素相關(guān)。人們能夠 采用下列對策來開展防止:
(一)根據(jù)提升控工業(yè)冷風(fēng)機(jī)的心輸出量,根據(jù)提升快工業(yè)冷風(fēng)機(jī)的功率來開展調(diào)節(jié)。
(二)在熱鍍鋅方管加工過程中,根據(jù)高矮型號調(diào)節(jié)和爐內(nèi)氛圍操縱降低結(jié)瘤磨輥的時(shí)間,進(jìn)而降低碳套輥的總體損壞。假如這時(shí)還出現(xiàn)碳套輥總體損壞邊浪,則是碳套輥超期服役導(dǎo)致的。
(三)為清除兩邊邊浪,降低熱鍍鋅方管熱軋帶鋼邊緣N2進(jìn)入量,提升二肋N2進(jìn)入量,將控冷隔板的占比由原先的2-5-9-5-2調(diào)節(jié)為1-6-9-6-1。
(四)通常情況下,連退爐內(nèi)熱軋帶鋼支撐力依據(jù)帶鋼規(guī)格測算設(shè)置,標(biāo)準(zhǔn)是確保熱軋帶鋼的平穩(wěn)運(yùn)作。支撐力過小,危害糾偏裝置輥的糾偏裝置工作能力,不可以確保熱軋帶鋼在爐膛內(nèi)正中間運(yùn)作的運(yùn)動軌跡,使熱軋帶鋼在爐膛內(nèi)方向跑偏,比較嚴(yán)重時(shí)導(dǎo)致刮邊。成品檢驗(yàn)出現(xiàn)不平度為1.5%的浪形時(shí),爐內(nèi)張力盡可能降低。
(五)制造中使得火爐兩邊燒嘴點(diǎn)燃的總數(shù)一致且遍布對稱性,依據(jù)儀表盤顯示信息和火苗色調(diào)調(diào)節(jié)點(diǎn)燃情況,使熱鍍鋅方管熱軋帶鋼在無空氣氧化爐內(nèi)加溫勻稱,以避免造成加溫浪形。
(六)碳套的應(yīng)用周期時(shí)間依據(jù)制造規(guī)格型號和型號能夠 有一定差別,制造型號越高,碳套應(yīng)用周期時(shí)間越少;制造規(guī)格型號越窄,碳套應(yīng)用周期時(shí)間越少。提議低中型號連退淬火發(fā)電機(jī)組碳套應(yīng)用周期時(shí)間為4-6月。
(七)確保碳套輥與熱鍍鋅方管鋼鏈的同步性。在設(shè)置爐輥速率時(shí),要考慮到熱軋帶鋼的熱變形,依據(jù)相匹配爐段的不一樣溫度開展?fàn)t輥的速率賠償,使每根爐輥的速率都和相對的熱軋帶鋼速率一致,以降低爐輥和熱軋帶鋼速率不同歩導(dǎo)致的爐底輥損壞。

聯(lián)系蘇拓
山東鵬鑫鋼鐵有限公司 手機(jī):15106358106 李經(jīng)理 手機(jī):15553681371 王經(jīng)理 地址:山東聊城開發(fā)區(qū)蔣官屯工業(yè)園
版權(quán)所有:山東鵬鑫鋼鐵有限公司 魯ICP備2023007626號-17